

Классификация пресс-форм
Вопреки тому, что технологический процесс изготовления пресс-форм всегда изменяется и развивается, возникают другие, более совершенные подходы и классы пресс-форм, общие принципы, описанные в этой классификации, сохраняют свою актуальность.
Основные положения
Эту классификацию можно использовать в качестве руководства в процессе рассмотрения коммерческого предложения или в процессе формирования заказа на стандартные пресс-формы. Эта классификация также может помочь при возникновении затруднений в ходе подсчета стоимости пресс-формы и поднять уровень удовлетворенности заказчика.

До начала изготовления каждой пресс-формы непременно следует ознакомиться с ее чертежами. Даже в том случае, когда деталь является очень простой, для того чтобы согласовывать чертежи пресс-формы, чертеж, на котором указаны габариты и марка стали, скорее всего, понадобится во время возможного ремонта.
Соответственно, чем сложнее изделие, тем более существенным становится наличие чертежей. Существует множество средств для выбора наилучшего конструкторского решения в процессе проектирования пресс-формы для сложных изделий. Для этих задач лучше всего применять компьютерное исследование потока расплава и / или оценку охлаждения. Данный анализ поможет выявить оптимальную конструкцию пресс-формы, а также сократить время и средства на устранение возможных ошибок.
Обратите внимание, что данная классификация предназначена лишь для изложения требований к пресс-форме, она не гарантирует качественное выполнение работ. По причине того, что существует множество разнообразных конструкций изделий и способов литья, нельзя с точностью установить гарантированный срок службы пресс-формы. В этой классификации указано приблизительное количество циклов для отдельных типов пресс-форм (за исключением износа вследствие неправильного обслуживания пресс-формы или использования неподобающей технологии).
Обслуживание пресс-формы не является обязанностью изготовителя. Текущее обслуживание, а именно замена сломанных пружин, толкателей, изношенных прокладок, ремонт сколов и царапин, должен производить владелец пресс-формы. Издержки на обслуживание пресс-формы также необходимо учитывать в процессе принятия решения о выборе класса пресс-формы.
Руководство заказчика
Далее приведено краткое описание отдельных классов пресс-форм до 400 тонн.
Пресс-формы
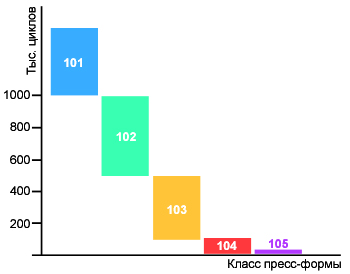
101 класс
- Количество циклов*: 1 000 000 и более.
- Обеспечивает очень высокую производительность. Самая дорогостоящая пресс-форма, изготовленная только из наиболее качественных материалов.
102 класс
- Количество циклов: менее 1 000 000.
- Пресс-форма обеспечивает среднюю–высокую производительность. Подходит для абразивных пластиков и изделий, требующих малых допусков. Достаточно дорогая пресс-форма высокого качества.
103 класс
- Количество циклов: менее 500 000.
- Обеспечивает среднюю производительность. Наиболее популярная пресс-форма для малых–средних нужд производства средней стоимости.
104 класс
- Количество циклов: менее 100 000.
- Обеспечивает низкую производительность. Подходит для ограниченного производства преимущественно из неабразивных пластиков. Нижняя ценовая категория.
105 класс
- Количество циклов: менее 500.
- Предназначена для изготовления прототипов. Изготовлена самым дешевым способом. Пресс-форма может изготовить небольшое количество прототипов изделий.
Формообразующие вставки**
1 класс
- Количество циклов: около 500 000.
- Выполнена из материалов высшего качества, обеспечивает среднюю–высокую производительность.
2 класс
- Количество циклов: менее 100 000.
- Самая широко-используемая вставка. Обеспечивает среднюю–низкую производительность.
3 класс
- Количество циклов: до 500.
- Выполнена из самого недорогого материала, предназначена для производства ограниченного количества изделий.
Руководство производителя
Далее приведено описание материалов и процессов, которые используются для изготовления отдельных классов пресс-форм до 400 тонн.
Основные правила
- Перед тем как начать изготовление пресс-формы необходимо согласовать конструкцию с заказчиком.
- Все пресс-формы должны иметь надлежащие каналы охлаждения.
- Те составляющие пресс-формы, которые имеют такую возможность, должны быть промаркированы по типу стали и твердости HRC.
- На всех пресс-формах должно быть наименование заказчика, номер детали и номер пресс-формы.
- Все пресс-формы и большие элементы должны быть адаптированы для транспортировки, например, иметь отверстия под рымболты.
Пресс-формы
101 класс
- Для данного класса пресс-форм необходима развернутая детализация.
- Для изготовления основы пресс-формы необходима закаленная сталь твердостью более 280 HB (29 HRC).
- Главные части пресс-формы (матрица и пуансон) изготавливаются из стали, закаленной до твердости более 48 HRC. Остальные составляющие, такие как слайдеры, пятовые вкладыши, клинья, клиновые блоки и т.д. тоже необходимо изготовить из закаленной стали.
- Плита толкателей обязана иметь направляющие.
- Слайдеры обязаны иметь износостойкие накладки.
- Матрица, пуансон и слайдеры обязаны иметь соответствующие каналы охлаждения.
- Плиты и вставки пресс-формы рекомендуется изготавливать из материала, устойчивого к коррозии, а также обрабатывать их антикоррозионным средством, чтобы избежать коррозии охлаждающих каналов. Коррозия может возникнуть по мере эксплуатации пресс-формы, понизить качество изделий и увеличить время цикла.
- На все пресс-формы требуется установка замков линии разъема.
102 класс
- Для данного класса пресс-форм также необходима развернутая детализация.
- Для основы пресс-формы необходима закаленная сталь твердостью более 280 HB (29 HRC).
- Главные части пресс-формы изготавливаются из стали, закаленной до твердости более 48 HRC. Остальные функциональные составляющие тоже необходимо изготовить из закаленной стали.
- Матрица, пуансон и слайдеры обязаны иметь соответствующие каналы охлаждения.
- На все пресс-формы следует установить замки линии разъема.
- Далее перечислены составляющие, которые могут требоваться или нет, в зависимости от планируемого максимального объема производства. Требования о наличии тех или иных компонентов рекомендуется указывать в коммерческом предложении:
- Направляющие плиты толкателей.
- Износостойкие направляющие слайдеров.
- Устойчивые к коррозии каналы охлаждения.
- Покрытие формообразующих поверхностей матрицы.
103 класс
- Рекомендуется развернутая детализация пресс-формы.
- Для основы пресс-формы необходима закаленная сталь твердостью более 165 HB (7 HRC).
- Матрица и пуансон должны быть твердостью более 280 HB (29 HRC).
- Остальные составляющие необязательны.
104 класс
- Рекомендуется конструирование пресс-формы.
- Для изготовления основы пресс-формы подходит мягкая сталь или алюминий.
- Для формообразующих подходит алюминий, мягкая сталь или другой согласованный металл.
- Остальные составляющие необязательны.
105 класс
Для изготовления подойдет любой материал, обеспечивающий прочность, достаточную для производства небольшого количества прототипов.
Формообразующие вставки
1 класс
- Для данной вставки необходима развернутая детализация.
- Держатель вставки должен быть твердостью более 280 HB (29 HRC).
- Все формующие и/или функциональные составляющие необходимо изготовить из инструментальной стали, закаленной как минимум до твердости 48 HRC.
- Слайдеры обязаны иметь износостойкие накладки.
- В матрице, пуансоне и слайдерах обязаны присутствовать соответствующие каналы охлаждения.
- Плиты и вставки, которые содержат охлаждающие каналы, рекомендуется изготавливать из материала, устойчивого к коррозии, а также обрабатывать их антикоррозионным средством, чтобы избежать коррозии охлаждающих каналов.
- На все пресс-формы следует установить замки линии разъема.
- Держатели вставок должны быть оснащены направляющими штифтами и вкладышами либо подобной направляющей системой.
2 класс
- Рекомендуется развернутая детализация.
- Держатель вставки необходимо выполнить из стали, закаленной до твердости более 165 HB (7 HRC).
- Матрица и пуансон должны обладать твердостью от 280 HB (29 HRC).
- Обязаны присутствовать каналы охлаждения.
- Остальные элементы необязательны.
3 класс
Для изготовления подходит алюминий, металл, эпоксидная смола или другой материал с прочностью, достаточной для изготовления небольшого количества прототипов.
* Количество циклов указано приблизительно и приведено только для сопоставления.
** Покупая формообразующую вставку, заказчик приобретает исключительно вставку. Основа пресс-формы остается в собственности компании-производителя. Но, по причине широкого многообразия размеров вставок, следует понимать, что нельзя передать производство изделий другой компании без покупки основы пресс-формы.